The Equilibrium Phase Diagram
Let’s start with a binary phase diagram, a diagram that shows the various phases a binary (two-component) material system can form. Specifically, we’ll look at the \(\mathrm{Fe-Fe}_3\mathrm{C}\) or iron-cementite phase diagram: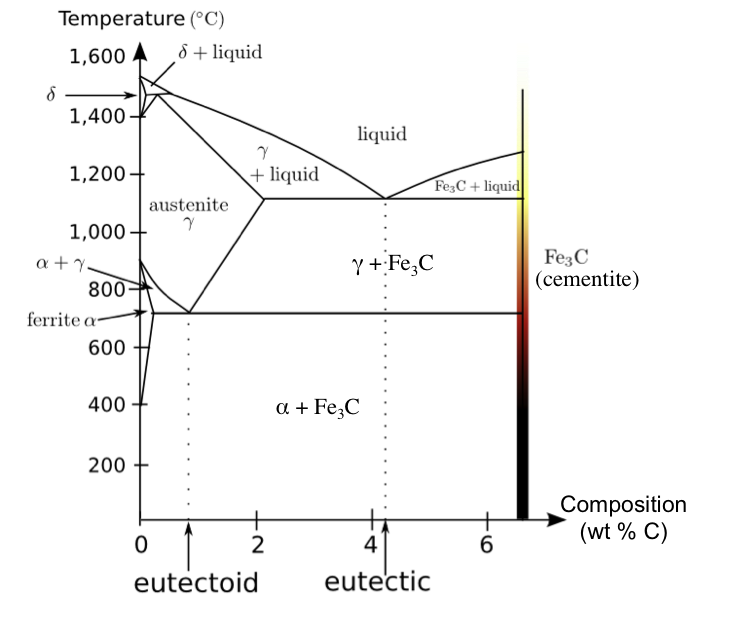 |
| Iron-carbon equilibrium phase diagram, with approximate temperature-color guide. |
Moving from left to right the fraction of carbon increases, from zero (pure iron) to a maximum of about 6.7 wt% (percent by weight) carbon. In practice this composition range is where all steels and cast irons lie. Typically the line between steel and cast iron is drawn at about 2.1 wt% C, with the cast irons falling above 2.1 wt% C. So-called ‘mild steels’ are low carbon content steels found at 0.05-0.3 wt% C. ‘high-carbon’ steels are typically considered to be those with 0.3-1.7 wt% C. The right-most phase, \(\mathrm{Fe_3C}\), is also known as cementite.
The solid lines in the phase diagram indicate phase boundaries, in other words: thermodynamic equilibrium between the phases present on either side of the boundary (this is essentially Gibbs Phase Rule in graphic form). Within the solid lines, the label indicates the phases present. For example, at the left-most side we see solid solutions of the different phases of iron (\(\alpha\) or ferrite, \(\delta\), and \(\gamma\) or austenite) with carbon as the solute. We also see the liquid phase (L) at the top of the diagram. The line that separates the liquid phase from the mixed liquid/solid phases (such as \(\gamma + L\)) is called the liquidus, while the line that separates the mixed liquid/solid phases from the solid-only phases is called the solidus. The region between these two sets of lines reflects the fact that the melting point of a solid solution varies with composition, and that you can have equilibrium between a liquid phase and a solid phase of the same material.
In the iron-carbon system, there is a point at about 4.3 wt% carbon and 1147 °C, where the liqidus meets the solidus. In other words, upon cooling (or 'quenching') from above the melting point the liquid solidifies into two solid phases. This point is called the eutectic point, and the composition at which this point occurs is called the eutectic composition. If a sample of material at this composition was cooled slowly, the resulting microstructure would be alternating layers of the two solid phases. In the iron-carbon system, this would look like the following:
\[ \mathrm{L_{4.3wt\% C}} \rightarrow \gamma\mathrm{-Fe} + \mathrm{Fe_3C}\]
The resulting two-phase microstructure is called ledeburite, and is well into the cast iron category based on carbon content.
Another important point occurs when a single solid phase is cooled and transforms into two different solid phases. The point at which this type of transition occurs is called a eutectoid (as in 'like the eutectic') point. In the iron-carbon phase diagram, there is a eutectoid at about 0.76 wt% carbon and a temperature of about 727 °C. The transformation on slow cooling from just above this temperature would look like:
\[\gamma\mathrm{-Fe} + \mathrm{0.76wt\% C} \rightarrow \alpha\mathrm{-Fe} + \mathrm{Fe_3C}\]
the resulting microstructure of alternating regions of ferrite and \(\mathrm{Fe_3C}\) is called pearlite. The presence of cementite increases the strength and hardness over the ferrite alone, but at the cost of ductility and toughness. However, the phase is able to be drawn into fine, and very strong, wires that are used in a number of applications, including suspension bridges.
 |
| Pearlite in a ferrite matrix, courtesy of wikimedia commons. |
Non-Equilibrium Phases
In the pearlite transformation, the slow cooling allows the microstructure to do what it needs to do to reach its most energetically favorable (i.e. stable) state, or very close to it. So What would happen if we were to cool the material very rapidly?The short, and not very useful, answer is: it depends on exactly what you did. Two major things can occur: phase changes at temperatures not predicted by the equilibrium phase diagram boundaries, and the creation of non-equilibrium phases that do not show up on the equilibrium phase diagram. Let's dig into some examples:
Bainite (and a bit more on Pearlite)
Let's start with a sample of an iron-carbon solid solution at the eutectoid composition (0.76 wt% C), at a temperature just above the eutectoid point (727 °C). If we were to cool this sample extremely rapidly (say in 0.5 second) to a temperature between 215 °C and 540 °C, and hold it at that same temperature for a period of time (depending on the temperature, from 10 s to about 14 hours), we'd form a microstructure consisting of small parallel strips or needles of ferrite in a matrix of \(\mathrm{Fe_3C}\). This structure, which is distinct from pearlite though the constituents are the same, is called bainite. |
| Bainite in a weld zone of a mild steel. Image courtesy of Wikimedia Commons |
 |
| Isothermal transformation diagram for a iron-carbon alloy of eutectoid composition. The letters indicate specific phases: austenite (A), pearlite (P), bainite (B), and martensite (M). The solid blue lines indicate two cooling paths resulting in 100% pearlite (top) and 100% bainite (bottom). Modified from image from aarontan.org |
On the diagram there are two blue lines: the upper illustrates an isothermal transformation to pearlite, while the lower illustrates a transformation to bainite. The first portion of each curve indicates the rapid cooling to the transformation temperature, while the second is the isothermal hold or soak lasting on the order of several minutes. If the soak length was changed such that the soak ended between the C-curves, the fraction of the transformed phase could be determined from the soak time relative to the time required for completion (but remember: the time axis is logarithmic). For example, below is a diagram showing the creation of a 25% bainite, 75% austenite structure:
 |
| Isothermal transformation of an austenitic sample at the eutectic point to 25% bainite. Accomplished through rapid cooling to 450 °C, then holding for about 8 seconds and rapidly cooling to room temperature. Modified from image from aarontan.org |
 |
| Diagram showing a two-stage isothermal heat treatment that results in 50% pearlite and 50% bainite. Modified from image from aarontan.org |
From a mechanical properties perspective, the ferrite needles tend to have a great number of mobile dislocations present. This results in a gradual yielding behavior in bainite, similar to that seen in pearlite.
Spheroidite
Let's begin with a pearlitic or bainitic microstructure, and heat it to around 700 °C, and maintain it at that temperature for about 30 hours and quickly cool it to room temperature. The long duration spent at such an elevated temperature allows the carbon to diffuse readily, producing a structure consisting of nearly spheroidal particles of \(\mathrm{Fe_3C}\) in a continuous matrix of either pearlite or bainite based on the starting sample. This structure is called spheroidite, the most ductile microstructure of steel. It also possesses a high fracture toughness because the hard \(\mathrm{Fe_3C}\) particles tend to stop or slow crack propagation, but has a lower hardness than pearlite.Martensite
The third major microstructure for iron-carbon alloys, known as martensite, is formed during rapid cooling of austenitic microstructure to low temperatures. The rate of cooling must be sufficiently high that there is little time for diffusion to occur. Instead, coordinated motion of iron atoms results in a distortion of the BCC structure of austenite to a body-centered-tetragonal structure. Therefore the formation of martensite is called a 'diffusion less transformation'. |
| (Schematic of the BCC to BCT transformation that occurs when martensite is formed from austenite. The BCT structure is just a BCC structure that has been elongated along one lattice vector. The carbon atoms would sit in one of the interstitial sites. |
 | |
| Image of lenticular martensite, optical micrograph after acid etching. White is the untransformed austenite. Image courtesy of wikimedia commons. |
 |
| Continuous cooling transformation diagram for a iron-carbon alloy of eutectoid composition. Note that this is not quite the same diagram as the isothermal diagram for the same composition. Modified from image from aarontan.org. |
From a material properties perspective, martensite is the hardest, strongest and most brittle form of steel. Because of this, it is often created in carefully controlled quantities in a mixed microstructure (usually with pearlite or austenite) so as to balance the improved strength and hardness with the decrease in ductility.
Effect of Other Alloying Elements
Steel is generally never simple iron and carbon, often containing small quantities of metals such as chromium (Cr), vanadium (V), manganese (Mn), nickel (Ni), molybdenum (Mn), and a variety of other elements. There are a number of reasons that other alloying elements are used; chief among them is to move certain portions of the phase or transformation diagrams, so that specific microstructures can be created. Other reasons include corrosion resistance, improved heat-treatability and modified mechanical properties (generally via microstructural changes).Naming Conventions
Though we didn't talk about aluminum in this post, there is a similar naming scheme for aluminum alloys that you've probably seen before. The most common designation is that specified by the Aluminum Association, which uses a 4 digit number for wrought alloys, along with a designation for specific heat treatments. For example: 6061-T6 is an aluminum alloy with magnesium and silicon as the major alloying elements that has been solution heat treated and artificially aged. As an aside, 6061 alloys are only called 'aircraft aluminum' because they are actually used for some plane bits and it sounds cool on the box of a flashlight or bike. I could just as meaningfully call them 'bicycle aluminum' or 'flashlight aluminum', but those don't sell as many planes.
For historical interest, here's a photo of some of the documentation that ALCOA used to produce for their product line. My father was able to get me a set of them at one point when the design department was dumping them:
 |
| Books like these are already relics in the engineering world, as most things like this are now done with electronic resources. These ones are circa 1967, and are definitely not the oldest technical texts in my shelf. The leather conditioner was just me being lazy when taking the picture. |
How Do You Actually Get a Phase Diagram or Transformation Diagram?
In the above discussion, I only talked about plain carbon alloys at the eutectoid composition. This is mainly for convenience, though that is also a useful and interesting point from a materials science perspective. The closest alloys are probably AISI 1074 and 1075, high-carbon, low alloy (plain) steels whose allowed carbon content fall right near the ideal 0.76 wt% C. But how about all those other alloys?Well, the simple answer is you contact the manufacturer to find out if they have the diagrams available, or look it up on the internet. Most common alloys will likely be easy to find, though they may be behind paywalls.
But how are those determined?
Fine question. The answer is they are determined through a combination of experimental and theoretical work. One method that is widely used in materials science to obtain phase diagrams for complicated systems is the CALPHAD approach. The quick and dirty of this approach is this: it uses a database mining method to develop 'simple' functions for the Gibbs free energy of various phases, based on tabulated coefficients for a specific functional form. From the model for the free energy based on these coefficients, it performs a minimization to determine where the phase boundaries and produces the graphical phase diagram.Transformation diagrams, on the other hand, require knowledge of the changes in the system under specific conditions, and are generally determined from a large number of experiments.
Some Historical Context
One of the things I find amazing is that for systems as complex as steels and bronze alloys, metal artisans around the world were able to skillfully obtain items with the desired properties, literally millenia before the formal work I describe above was laid out. The concept of free energy as discussed by Willard Gibbs wasn't around until the 1870s, while the discovery of steel can be dated back to 1400 BC, with iron and bronze work being even older. Yet we have many extant pieces indicating a rather detailed understanding of what is required to get a particular property.It would be a mistake to take something like a note to use fresh young yak's blood or doe urine to quench a blade, or to sing a particular tune while heating a piece as being a quaint bit of mysticism. In the case of the quenching fluids, the thermal properties and chemical compositions may be surprisingly consistent between urine of young does in a specific area: it's those that matter, but it wasn't like the blacksmith in medieval France could just order himself up a custom quenching fluid from Ye Olde Dow Chemical. For the singing: what easier and more portable way is there to track time when the stopwatch hasn't even been invented? I've already covered why using color was actually a fantastic way to estimate temperature before anyone invented a thermometer that could withstand the abuse.
I admit that this is one area in which I am woefully undereducated: my engineering education really never got much into the history of the field itself beyond a few notes about particular individuals or processes. I find this somewhat sad, as the history of technology itself is some wild stuff and not all historian-types have the technical understanding or desire to really dig into it.
Outstanding multidimensional presentation of the Steel Art-Sience-Technology theme throughoultoulty civilizational millenia. Anecdotally we can add futhermore for instance: it is to said that the quality of the swords from Toledo, Spain were just because of the quality of the steel made off, resulting from Toledoans smith's quenching in, those in the Guadalquivir river special waters. But after reading your blog it is rather apparent that the Toledoans really mastered intuitively generation from generation withing a confined Beautiful City, all the know-how needed to made just the best ones.
ReplyDeleteBetter that we could do now with the aid of optimizing computer-aid and full science supported fabrication.
More or less at the same time the Incas were erected the now wonder Machu-Picchu Fortress-self-standing-City. Multidimensionally engineering and, completely intact now as it will be projected this way through many more centuries to come. Despite of the local harsh severe weather and seismic episodes of the region.
Only one comment, Guadalquivir river is not that crossing Toledo city, "Tajo" is the actual name of the river. With this only exception I remain in agreement with the rest of the comment.
DeleteFor me is pretty difficult to understand how the ancient blacksmiths could reach all this intuitive knowledge.
thanks...
ReplyDelete